What is a fermenter? Methane fermentation and anaerobic digestion are used to produce biogas from organic waste and leftovers. They are both operated under an anaerobic condition, but the chemical paths used differ.
Dry fermentation is used for the treatment of the organic fraction of municipal solid waste (OFMSW). It is also called solid-state anaerobic digestion. This process is used to produce biogas from dry stackable biomass through dry fermentation. Solid animal manure, biowaste, and food waste are suitable for dry fermentation in a fermenter and occurs in the fermenter-boxes of bioreactors. Solid-state digesters are the name given to these systems.
Anaerobic digesters can be used effectively for waste management because the anaerobic respiration that occurs during digestion reduces the emission of harmful gases into our atmosphere. Anaerobic Digestion is the process in which bacteria biodegrade organic materials – such as solid animal manure, biowaste, and food waste – in the absence of oxygen (o2). Biogas production is done in gas-sealed units called digesters, which are designed and built in different forms and sizes depending on the types of feedstock and loading amount. These digester tanks contain complex bacterial cultures that break down (digest) the waste to produce biogas and digestate, which is the end product of the Anaerobic Digestion (AD) process.
Several types of organic materials (feedstocks) can be mixed together in one digester. This is known as Co-Digestion. Co-Digested substrates include manure, food waste, or crop residues. Co-digestion can increase biogas production from low-yielding or difficult-to-digest organic waste.
Dry Digestion in Fermenter Boxes
Dry AD has proven to be the optimal technology for the utilization of these organic residues and wastes, which are predominantly available worldwide in a solid and stable form. This is regarded as the new generation of biogas technology.
- Substrate flexible
- Designed for biomass with high solid and dry content
- Absolutely insensitive to impurities and contaminants (e.g., plastic, metal, stones)
- Robust, innovative technology with low maintenance and downtimes
Advantages compared to the wet digestion systems include:
- Low labor and operating costs
- No, or little mechanical pre-treatment of the biomass is necessary
- Low maintenance and wear and tear on plant components
- Low water consumption and therefore suitable for dry, arid regions around the world
The cycle closes when the organic residue, the digestate, is returned to the soil with the nutrients it contains as a potent fertilizer with high humus content after fermentation. In addition to the fertilizing effect of nutrients available to plants, the practical application shows an improvement in soil structure, including a steady increase in the proportion of hummus on arable land. This humus structure drastically improves the water storage capacity of the soil. Therefore, more than 70% of crop failures are avoidable in dry periods.
Particularly in very dry regions of the world, some with water shortages, this fermenting material provides a basis to transform parched, desert-like areas back into the green and fertile growing areas and to counteract further desertification. Our RSD technology for local added value and sustainability contributes to a global climate concept.
Simultaneous Digestion Technology (RSD)
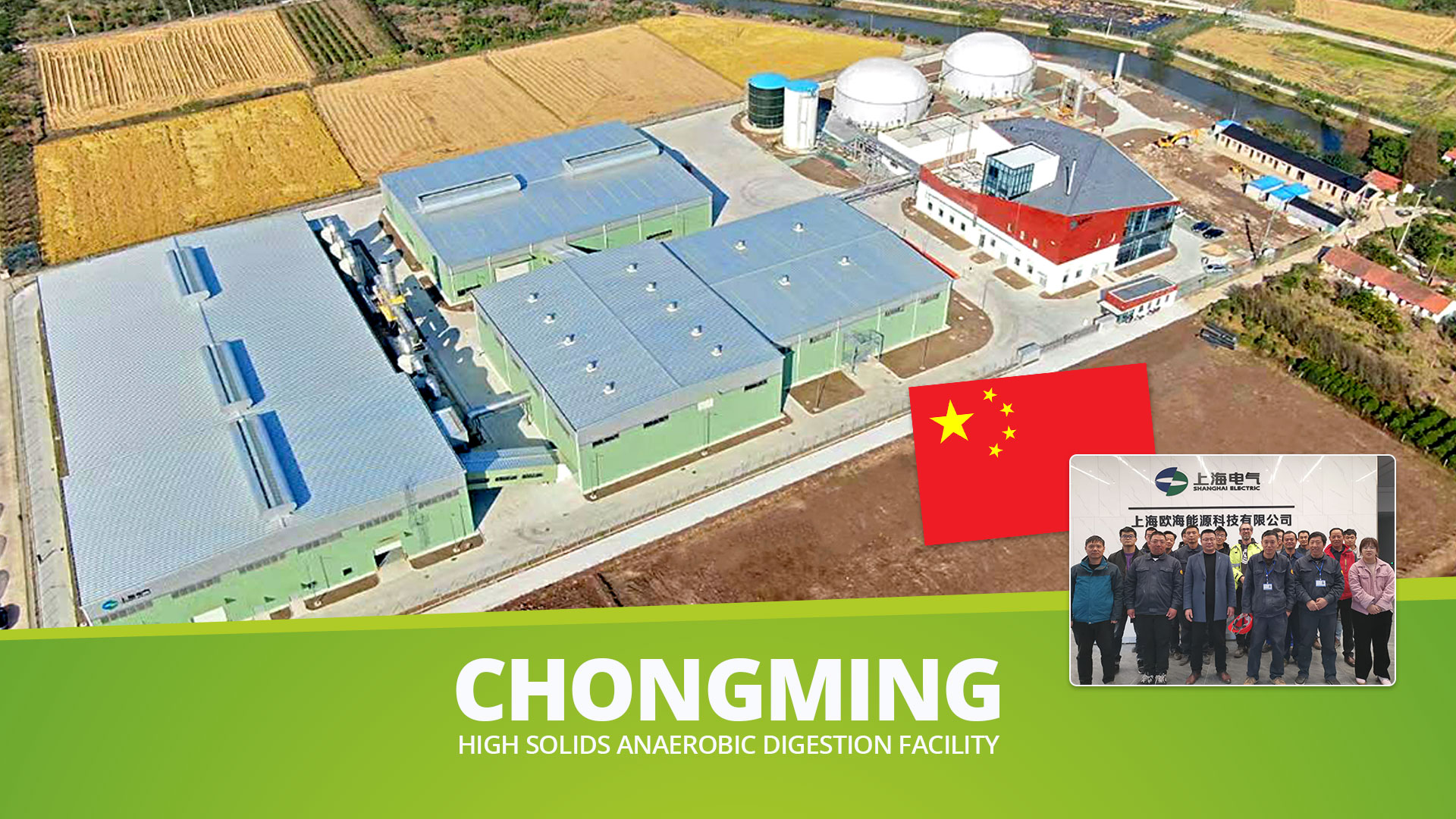
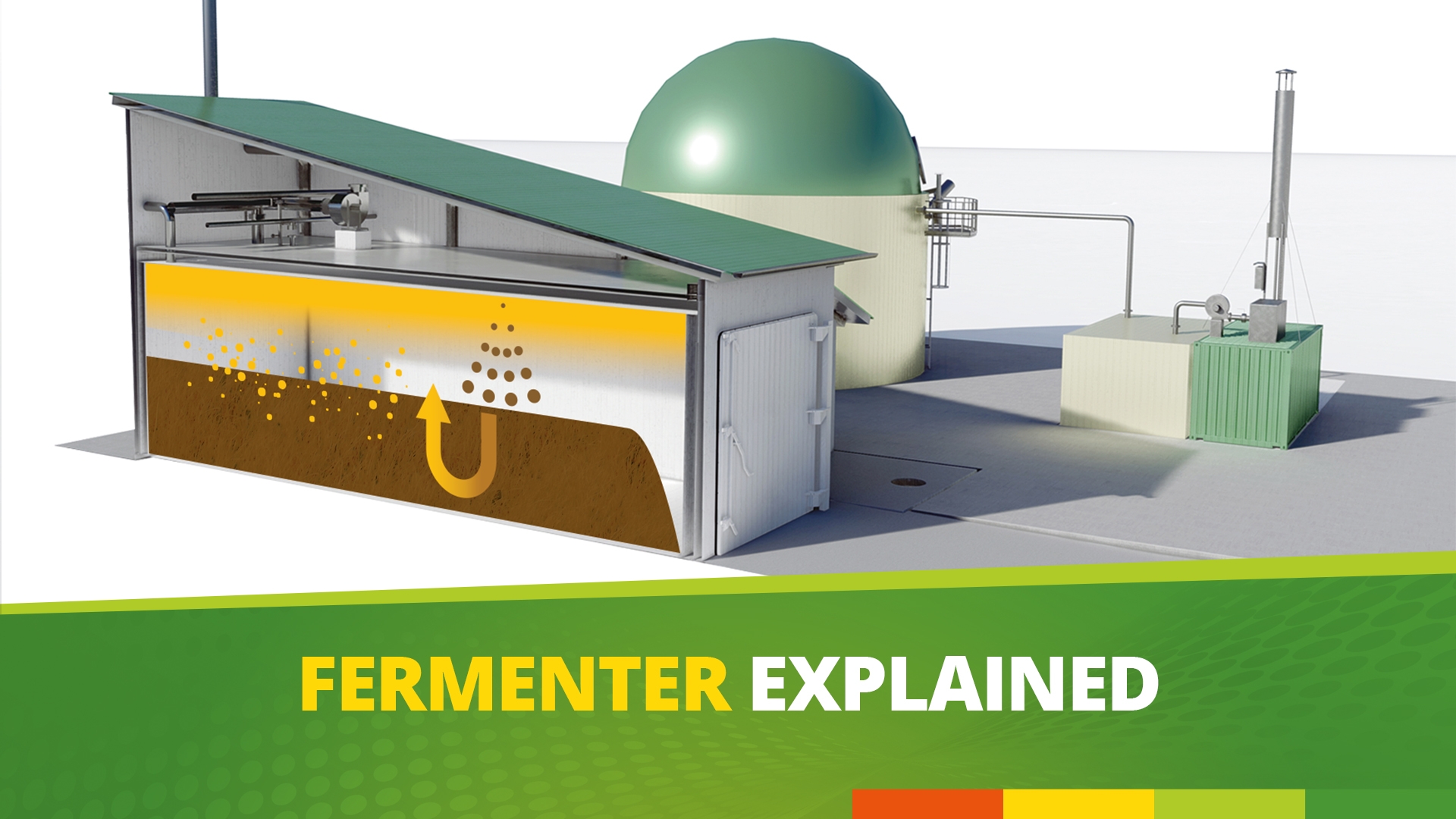
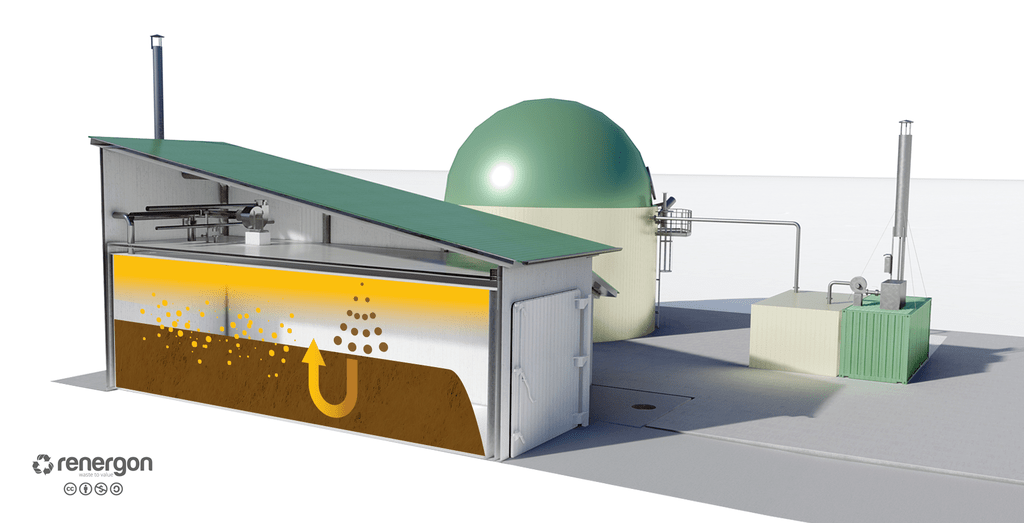
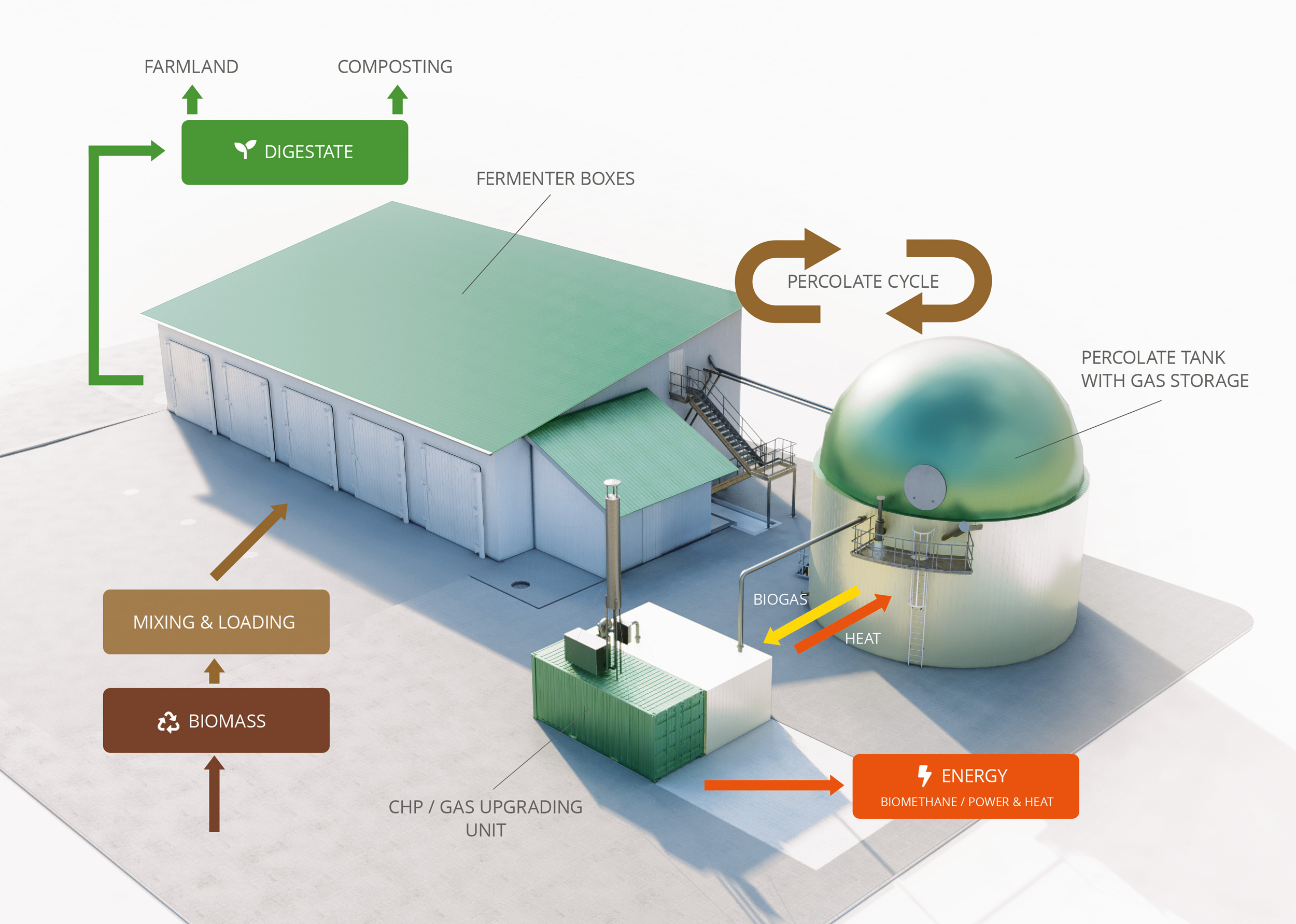
The Renergon process is the anaerobic degradation of organic matter for biogas production by percolation. The organic matter is mainly solid, rich in structure, and stackable. This process is called Solid-State Fermentation – other terms can be: Dry Fermentation, High Solids Anaerobic Digestion (HSAD) or Solid-State-Anaerobic Digestion (SSAD). The solid-state fermentation plant consists of gas-tight fermenter boxes with gas-tight doors working in batch mode operation filled and emptied time-delayed to the previous by wheel loaders.
Furthermore, an insulated, fully mixed, and gas-tight tank is required for the process liquid (percolate). Containing the essential nutrients and the biogas-forming microorganisms, the heated percolate takes care of temperature stability and process continuity. The stacked organic material inside the fermenter box gets sprinkled with percolate at specific intervals, which is lead back to the percolate tank after seeping through the biomass.
This 2-phase process is called RSD (Renergon Simultaneous Digestion) because stackable biomass in the fermenter boxes and leached-out acids in the percolate tank will be transformed into biogas
The biogas can be used for the production of heat and power in a CHP unit (combined heat and power) or bio-methane after the separation of CO2. After the retention time of mostly 18-21 days at 52 °C (thermophilic operation), the fully fermented, hygienically safe, and odorless digestate serves directly as fertilizer or becomes a high-quality compost product after further treatment.
The solid-state fermentation of Renergon distinguishes itself by a wide range of organic input material, resp. waste, including very dry and respectively long-fibred biomass that can be degraded. Even energy-rich liquid substrates can be integrated into the process without any problems. Contaminants or impurities within the material will neither affect the process of anaerobic digestion nor the plant operation.
The RSD technology is based on natural processes and needs no complicated technical equipment. Because the percolate has a dry matter (DM) content of only 2-4 % and the biomass rests statically in the unheated fermenter box, the few electrical components (pumps, agitators) are only exposed to a small load which ensures a high plant lifetime and availability as well as low operating costs (power uptake and maintenance) compared to other fermentation systems. The operation of the solid-state fermentation plant is almost fully automated. Only the control, maintenance, and repair work, besides filling and discharge of the fermenter boxes, must be carried out manually.
Anaerobic Digestion produces Biogas
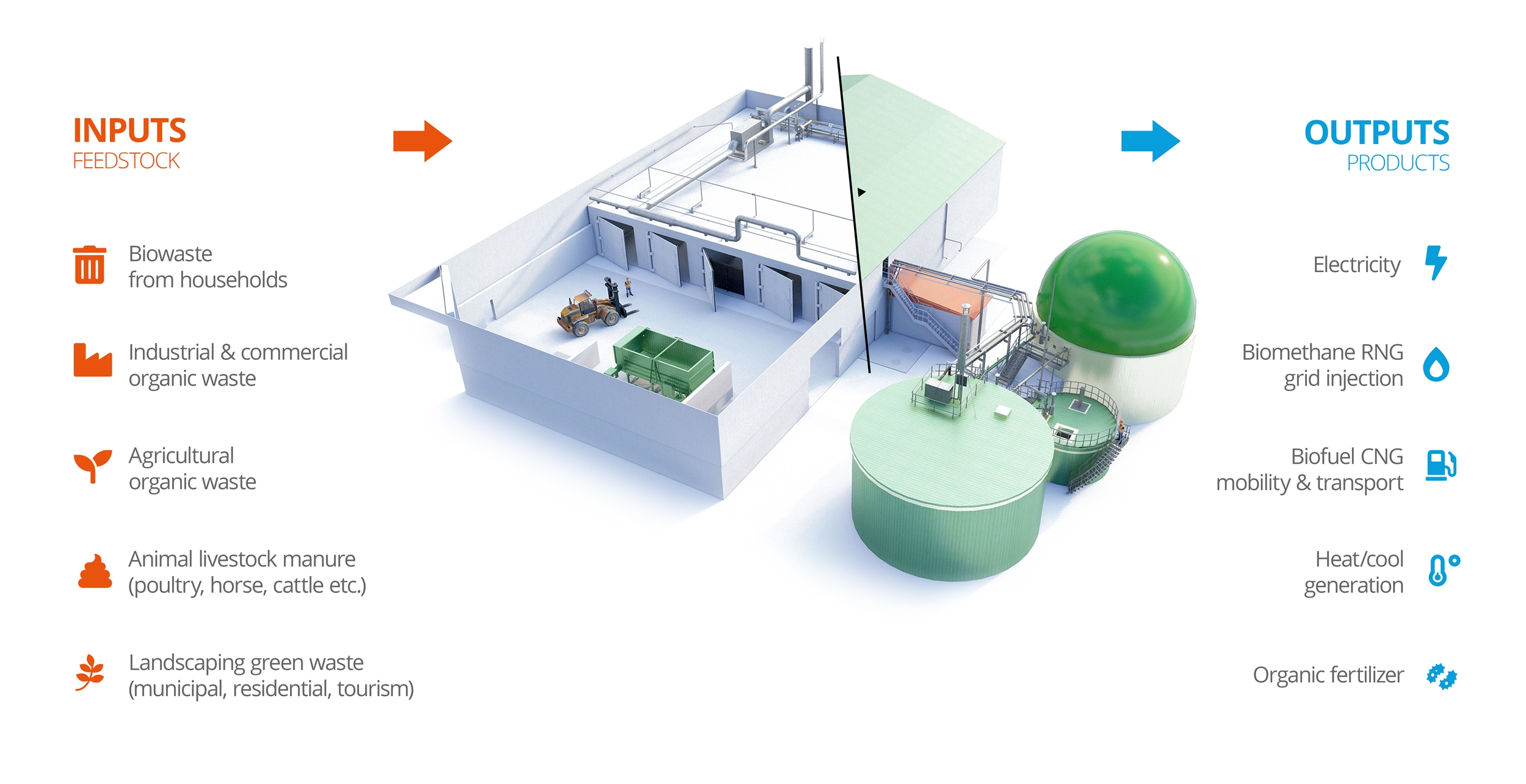
Biogas consists of a relatively high percentage (50-75%) of methane (CH4), the main component of natural gas, as well as carbon dioxide (CO2), hydrogen sulfide (H2S), water vapor, and traces of other gases. Like natural gas, the energy contained in biogas can be used to generate heat and electricity. Also, biogas can also be purified by removing the inert or low-value components (CO2, water, H2S, etc.) to produce renewable natural gas (RNG). This can be sold and injected into the natural gas distribution system, compressed and used as vehicle fuel, or further processed to produce alternative fuels, energy products, or other advanced biochemicals and bioproducts.
Digestate is the leftover material after the digestion process. With appropriate treatment, the digestate can be used in many useful applications, as a nutrient-rich fertilizer, as an organically enriched compost, or simply as a soil improver, in which case the farm can use it as a fertilizer on the fields. Digestate can be a source of revenue or cost-saving.
Dry Fermentation as Problem Solver
The increasing substitution of fossil fuels, such as natural gas, by biogas, would dramatically improve the climate balance. Biomass is probably the most underestimated natural and never-ending resource in the world. Waste incineration and landfill are representative of the globally prevailing linear economic system and contradict the principle of sustainability.
Today’s raw material sources are green in the sense that they are renewable and carbon-neutral. Organic residues and waste, from the municipal collection (organic waste, green waste), from animal husbandry and breeding, as well as agriculture and arable farming, from the food industry and gastronomy, become clean, renewable energy, valuable organic fertilizer, and compost for healthy soils.
In its production, Biogas is emission-neutral and avoids climate-damaging methane emissions from landfills. Methane is 25 times more potent than the greenhouse gas CO2, which is considered the main driver of global warming.
Biogas being upgraded (cleanse impurities, separate CO2 from CH4) to Renewable Natural Gas (RNG) is to the natural gas grid as wind and solar are to the electricity grid. This is a solution for two of the largest and most difficult to decarbonize sectors of transportation (mobility) and the natural gas grid (regional energy supply).
Advantages of Biogas
- 100% renewable (no new carbon)
- permanently available
- transportable
- storable
- Upcycles low-grade organic waste into a high-value energy source
Dry Fermenter Lighthouse Project in Germany
Our lighthouse project in Sundern, Germany, is a prime example of sustainability and closed cycles with worldwide impact. At the Hellefelder Höhe composting plant near Sundern, Germany, 20,000 tonnes of biowaste from surrounding communities are recycled annually. And all this in the sense of the German Recycling Management Act, which stipulates that first the energetic and then the material recycling must be carried out (cascade use). The biogas produced from the biowaste is used for flexible electricity production by two combined heat and power plants, which also generate about twice as much heat. Thus, about 1200 households can be supplied with electrical energy.
The heat produced is used by the digestion plant to maintain the thermophilic process temperature of 52 °C and to heat adjacent building installations. As quality compost and soil are the desired end products in the composting plant, the delivered biowaste and green waste from the municipalities is first freed from coarse impurities. A wheel loader stacks the biowaste in the next free fermenter box of the biogas plant up to a height of about 2.5 m. The fermenter box is closed gas-tight by a gate with an inflatable seal. The organic material is not moved during the entire residence time of 21 days. Therefore, solid matter fermentation does not require complex and susceptible pumping and stirring technology. One to two fermenter changes, consisting of emptying and refilling, are carried out per week (batch process). The number and size of the boxes, determined in the plant layout, are so designed to handle the available material in the most efficient and economical manner possible.